
联系人:陈先生
手 机:13706574829
电 话:0576-84190596
传 真:0576-84188265
邮 箱:905986920@qq.com
网 址:www.hycgzd.com
地 址:台州市黄岩区繁三工业区
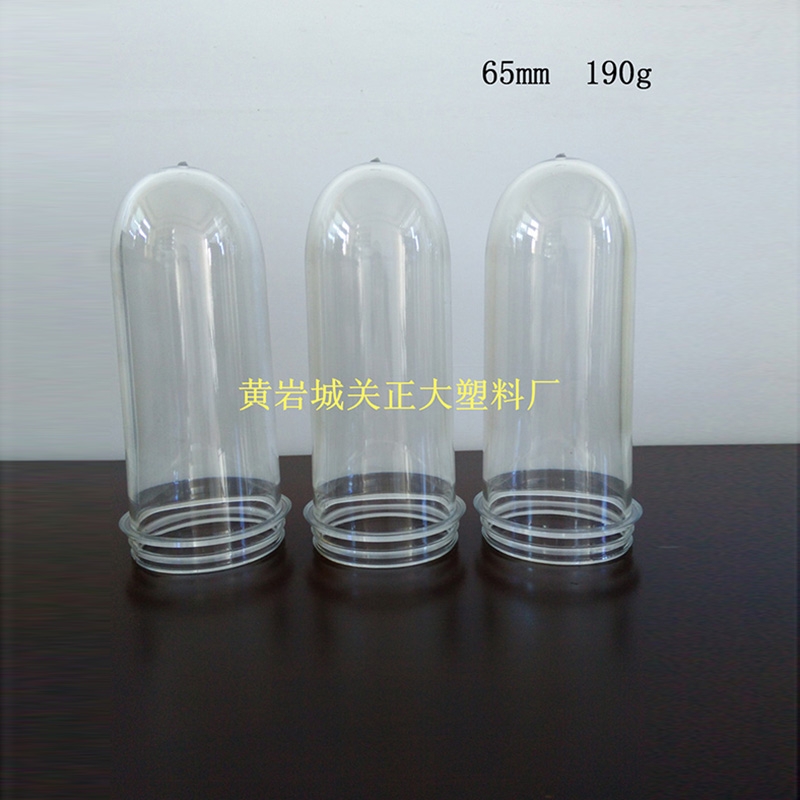
当PET注塑瓶胚出现裂口问题时,需要调整注塑机的温度、压力和速度。
1、首先,需要进行注塑机温度的调整。注塑机温度对产品的成型质量具有重要影响。产品会开裂的原因可能是温度过高或过低。因此,调整注塑机的温度时,须以材料的熔点和热稳定性为基准,确定适宜的温度范围。此外,我们还需注意注塑机的加热和冷却时长,以确保产品的成型品质。
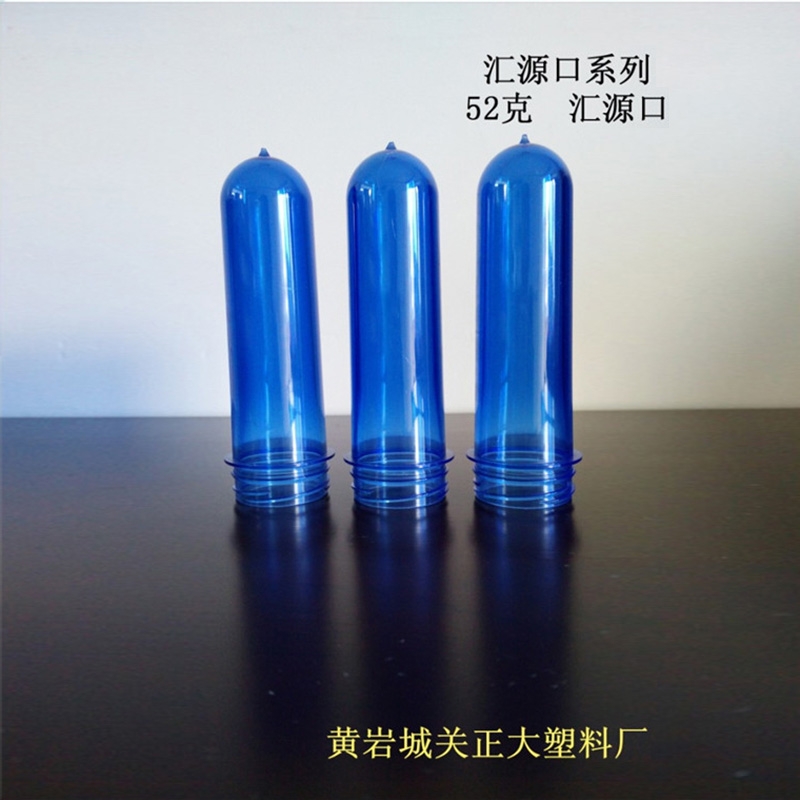
2、其次,调整注塑机的压力。塑料注射成型机的压力是影响产品成型质量的重要因素之一。当压力过大或过小时,都有可能导致产品出现开裂现象。因此,在调整注塑机的压力时,需要根据产品的尺寸和材料的硬度来确定合适的压力范围。在使用注塑机进行产品成型时,重要的是要注意注射速度和保压时间,这样可以确保产品的质量。
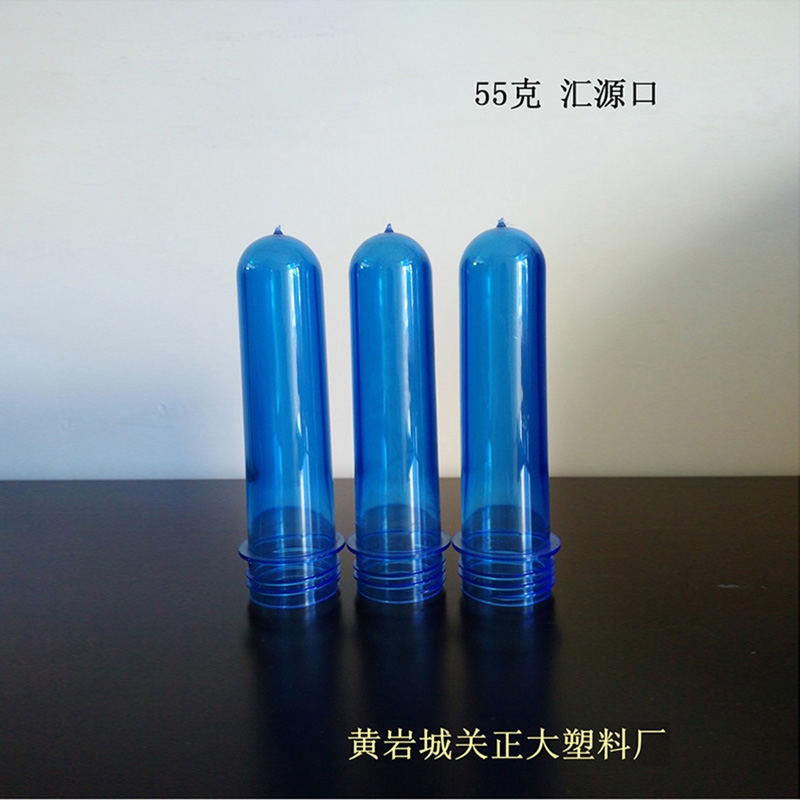
3、最终,在进行速度调整时要注意注塑机的设置。塑料注塑机的速度是影响制品成型质量的一个重要因素。产品会因为速度过快或过慢而产生开裂的现象。因此,在调整注塑机的速度时,要根据产品的尺寸和材料的流动性来确定适宜的速度范围。此外,还需要留意注塑机的注射压力和保压时间,以保证产品的成型质量。






 公司名称:台州市黄岩佩佳塑业有限公司
公司名称:台州市黄岩佩佳塑业有限公司 公司地址:台州市黄岩区繁三工业区
公司地址:台州市黄岩区繁三工业区 联系手机:13706574829
联系手机:13706574829 联系电话: 0576-84190596
联系电话: 0576-84190596 公司邮箱:905986920@qq.com
公司邮箱:905986920@qq.com 
